如何魔钻头我是这样看的,钻头在我们呢日常生活中使用的频率比较多,比如金属板打孔就须要用到钻头。钻头是一种依靠旋转来进行切削的工具,一般来说材料都是碳钢或钨钢,在车床上也有不少运用,但是很少有人知道麻花钻头如何磨的又快又耐磨,我大家详细介绍一下麻花钻头的方法。
1、刀刃要与砂轮面保持水平
在进行钻头的打磨之前,先要保证正确的放置位置,也就是把钻头放在和砂轮面一个平面上,就是要保证刀刃在接触砂轮的时候,没有偏差的全部都可以磨到,而不是之能接触一部分,这是第一步,也是最重要的一步,摆对位置才可以进行下一步。
2、钻头的轴线要和砂轮面保持六十度
在打磨的时候,要找好锋角,六十度大概是比较合适的锋角。如果角度找不好,就会影响到钻头的切削效果,那么打磨就没有意义了。这里一定要注意一点,就是钻头的摆放位置和角度位置,两个要素都不可以忽略,才能打磨好。 3、由刃口往后磨
在进行打磨的时候,刀刃在接触砂轮之后,要从主刃口往后磨,也就是从钻头的刃口开始接触砂轮,然后再沿着整个钻头向后,缓慢的向下磨。如果是新手,不能把握好打磨的力度,那就先轻轻的接触砂轮,注意观察火花,慢慢熟练了再调节手的力度,及时调整手上的位置和压力,还必须注意冷却钻头,不能磨过头,导致变色。只要发现刀刃的温度过高的时候,就马上要冷却。

4、刃尖要两边对称
先打磨一边,再进行另一边。一定要仔细观察两边是否对称,慢慢的进行修补,两边的差距不可以过大,这样会大大的减少刀头的效果,不可弥补。不知道对你有帮助吗!
钻头怎么磨好用?
现在让我来带大家一起探讨一下。
做为一名数控操作工,钻头的刃磨是必须要掌握的。
那么磨钻头有哪些技巧的,接下来让我慢慢道来。
1、检查钻头是否弯曲,刀菱口是否完好。


3、如此磨好钻头的两面刀口。注意两刀口得一样长,可以用尺量。熟练了就看的出。还要注意钻头的中线和刀口得夹角在45度左右就会了。


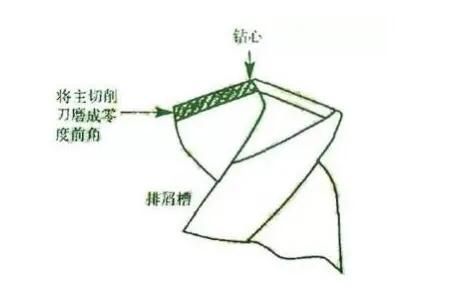
5、在另一台专用开槽的砂轮机上把这个垂直于钻头中线的横向刀口再磨成尖,这就是我的巧妙处理。


7、投入使用。出来的铁屑是成型的,钻头晃动小,完美的钻头就磨好了。

注意事项
1,磨钻头是上下摆动钻头,不是转动钻头。
2,减小阻力,稳定是位置和维持大小不变时原则。
3,注意砂轮机伤手。
4,开始使用时注意进给量不要太大。随时修磨一致
版权声明:本文来自用户投稿,不代表【闪电鸟】立场,本平台所发表的文章、图片属于原权利人所有,因客观原因,或会存在不当使用的情况,非恶意侵犯原权利人相关权益,敬请相关权利人谅解并与我们联系(邮箱:dandanxi6@qq.com)我们将及时处理,共同维护良好的网络创作环境。