熔焊原理及过程
1、熔焊的本质及特点是小熔池熔炼与铸造,是金属熔化与结晶的过程。熔池存在时间短,温度高;冶金过程进行不充分,氧化严重;热影响区大。冷却速度快,结晶后易生成粗大的柱状晶。
2、熔化焊的三要素
1)热源
能量要集中,温度要高。以保证金属快速熔化,减小热影响区。满足要求的热源有电弧、等离子弧、电渣焊、电子束和激光。
2)熔池的保护
可用渣保护、气保护和渣-气联合保护。以防止氧化,并进行脱氧、脱硫和脱磷,给熔池过渡合金元素。
3)填充金属
保证焊缝填满及给焊缝带入有益的合金元素,并达到力学性能和其它性能的要求,主要有焊芯和焊丝。
3、常用熔焊方法
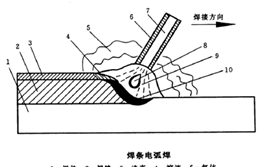
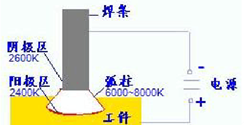
1)手工电弧焊
定义:手工电弧焊是利用焊条与工件之间的电弧热,将焊条和部分工件熔化而形成焊缝的焊接方法。
手工电弧焊
电弧区域热量分布:阳极区43%,弧柱区21%,阴极区36%。
特点:手工电弧焊具有设备简单,操作灵活,成本低等优点,且焊接性好,对焊接接头的装配尺寸无特殊要求,可在各种条件下进行各种位置的焊接,适于多种钢材和有色金属等是生产中应用最广的焊接方法。手工电弧焊时有强烈弧光和烟尘污染,焊接质量不够稳定,焊缝短而不连续,焊缝宽度不均,劳动条件差,劳动强度大,生产率低,对工人技术水平要求较高。
2)埋弧焊
定义:埋弧自动焊是利用专门的机械设备自动完成手工电弧焊中的引燃电弧、送进焊条以及移动电弧等焊接动作,并使电弧在较厚焊剂下燃烧的熔化焊。
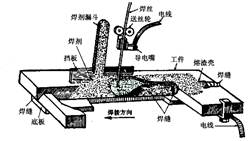
埋弧焊
特点:
优点:
- 焊接质量高且稳定;
- 熔深大,节省焊接材料;
- 无弧光,无金属飞溅,焊接烟雾少;
- 自动化操作,生产效率高;
- 在有风的环境中焊接时,埋弧焊的保护效果胜过其它焊接方法。
缺点:
- 设备昂贵,工艺复杂,主要适用于水平位置、长的直线焊缝和圆筒形工件的纵、环焊缝的批量生产;
- 不适合焊接薄板;
- 难以用来焊接铝、钛等氧化性强的金属及其合金;
- 不能直接观察电弧和坡口的对中,容易焊偏.
3)气体保护电弧焊
定义:用外加气体作为电弧介质并保护电弧和焊接区的电弧焊,简称气体保护焊。包含氩弧焊、CO2气体保护焊,
氩弧焊:氩弧焊是使用氩气作为保护气体的气体保护焊。根据电极是否熔化分为不熔化极氩弧焊(钨极氩弧焊)和熔化极氩弧焊。
注:氩气
- 氩气为惰性气体,高温下不溶入液态金属,也不与金属发生化学反应,因此,氩气是一种理想的保护气体。
- 由于氩弧温度高,因此一旦引燃,电弧就很稳定。
- 氩弧焊一般要求氩气纯度达99.9%我国生产的工业纯氩,其纯度可达99.9%,完全合乎氩弧焊的要求。
- 氩弧焊对焊前的除油、去锈、去水等准备工作要求严格,否则就会影响焊缝质量。

氩弧焊
CO2气体保护焊:利用CO2作为保护气体的气体保护焊,简称CO2焊.
CO2气体密度大,高温体积膨胀大,保护效果好。但在高温下易分解为CO
和O,导致合金元素的氧化,熔池金属的飞溅和CO气孔。焊接用CO2纯度要求大于99.8%。
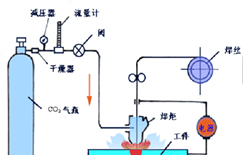
CO2焊接
其他熔焊方式在此不进行详细阐述,不当之处请指正,欢迎提出宝贵意见。
版权声明:本文来自用户投稿,不代表【闪电鸟】立场,本平台所发表的文章、图片属于原权利人所有,因客观原因,或会存在不当使用的情况,非恶意侵犯原权利人相关权益,敬请相关权利人谅解并与我们联系(邮箱:dandanxi6@qq.com)我们将及时处理,共同维护良好的网络创作环境。